
When choosing a urethane elastomer, it is important to keep the application in mind to ensure you are choosing the material that will best fit the scope and needs of your project.
For more information on product design, see our environmental considerations and commercial considerations pages.
These are typical Mechanical Properties which should be considered when designing a successful product:
Tension
- Elongation
- Elongation is a test that is measured by applying tensile force to the tensile specimen to determine the change in length from the original sample. Ultimate elongation is the percentage change in length from the original specimen to the breaking point.
- This property is important to consider when developing parts such as tension springs, bend stiffeners, and bladder seals.
- Tear Strength
- Tear Strength is a critical design element in dynamic or highly abrasive applications. It becomes an even greater consideration if the part is placed in tension and is susceptible to be cut or torn. Split tear then becomes a key mechanical property as a tear can propagate quickly in some compounds.
- Both Tear and Split Tear Strength are normally a metric of the modulus of the material along with the ultimate tensile strength. Materials with a high number in both properties will also typically have a higher tear strength.
- Polyesters tend to perform best in this application.
Compression
- Hardness
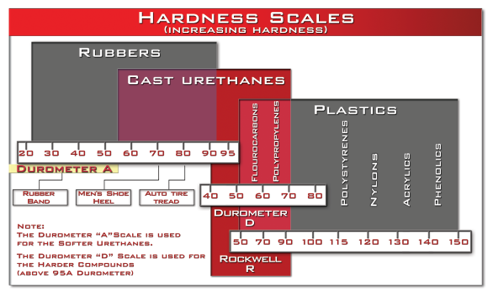
- The Hardness of polyurethane is a metric of the compression modulus of the material or the amount of force needed to compress it. One very important fact to note is that hardness does not accurately capture how the material will react after the load is applied.
- Rebound and Compression Set are both properties which define how the material reacts when strain is applied at different speeds. A specification of hardness does not begin to capture how a material will act in different applications.
- An example of this would be: 2 parts are both the same hardness, but one has 3X the rebound of the other. This allows polyurethane to be used over a very wide range of industrial applications and great flexibility in design. The wide range in rebound is complemented by the range in the hardness of various systems, which ranges from 0 Shore A (sticky sponge-like seals used in drain covers) to 85 shore D (bowling balls).
- Hardness alone should not be used as a specification as there are hundreds of potential variations of systems on the market. This can also allow for low-cost materials to be used in dynamic applications, leading to poor performance.
- Compression Set
- Compression Set is a measure of permanent deformation in the material after loading. Any product under a compressive load can be susceptible to compression set if not engineered correctly. The lower the compression set number, the less set the material will see under load, provided it does not exceed its maximum. It is important to note that a compression set is a metric of the material modulus and the operating conditions of the application can impact the rate of compression. The heat will cause the modulus of the material to be reduced, and as the material softens, it creates additional compression in the material. A review of application operating conditions is essential in applying a safety factor to the shape factor of design, which does not allow the part to go beyond the compression set limits of the material.
- Compression set is also a mechanical property that can be modified extensively through formulation changes, which can change the properties in the same compound.
- Products used in OEM equipment such as bushings or vibration dampeners must have good compression set capabilities, as they must handle the load with minimal permanent set or creep over time.
- Coefficient of Friction
- Coefficient of Friction (COF) can be described by measuring the force required to pull one material across another type of material. The amount of resistance is captured in a measurement of friction relative to the surface roughness of what the material is contacting. The higher the number on the scale, the more resistance or “Grip” the material has on the surface it is sliding over. The lower the number, the less friction is created.
- The COF can be correlated directly back to the hardness of the material. The higher the hardness, the lower COF, lower hardness, higher COF. Both conditions can be desirable in a given application.
- Drive rollers need to have the right COF to move product, whereas elastomeric bearings need to have a low COF for improved wear. In these types of applications, we can introduce additives for lubricity or to improve abrasion, both lower the COF and extend the usable life of products.
- Hysteresis
- The process of Hysteresis happens when force is applied to the material and is dissipated as heat energy. (Think of rapid bending of a coat hanger.) Excessive heat is often the failure mode for urethane products. Hysteresis is a common failure mode when polyurethane parts are designed without the consideration of operating temperature or the impact of higher frequency cyclic loading in a given application. We call these Dynamic Applications and recommend using only high-performance systems in these situations, as they will handle the heat without breaking down as quickly as standard materials used in most other applications.
- Shear
- Urethane products operating in shear are less common and require careful analysis to be successful. This application can place the bond between the material and what it is bonded to in tension, causing delamination or “bond failure” if parts are not designed correctly. The structure the urethane is bonded to should be designed to prevent stress concentrations in the material, which can cause tearing. We also recommend using a chemical/mechanical combination approach to achieve optimum bonding when parts are under a shear load.
- Mechanical Bonding
- Mechanical Bonding is the process of adding locking features to the material, so it effectively locks the material to the part it is bonded to, in addition to the chemical bonding agent applied to the surface. This is typically accomplished using machining or fabrication processes.
- Bending
- Flexural Modulus is an intensive property that is computed as the ratio of stress to strain in flexural deformation, or the tendency for a material to resist bending. It is normally captured in Shore D scale materials.
- Flexural modulus is a measure of the stiffness during the first or initial step of the bending process. The flexural modulus should be called “modulus of elasticity in bending,” but other names are also used, such as modulus of elasticity, elastic modulus, or simply modulus. In addition, for practical purposes, the flexural modulus, as determined by ASTM D-790, is generally lower in value than the tensile modulus of elasticity. Urethane works very well in flexural applications given it still retains much of its elastomeric properties well into the upper D Scale range.
- Abrasion
- Abrasion can be a difficult property to capture in a given application. Abrasion is normally measured using a wheel and measuring the wear on the wheel running on a dry steel surface. The removal of urethane is then captured as volume loss based on the beginning and end weight of the wheel. The test’s primary purpose is to provide a baseline to measure different polyurethane systems, along with evaluating the impact additives and specific curatives have on improved abrasion resistance.
- Each application can have its own different operating conditions, so at times it can be challenging to predict the wear life of a product in an abrasive application.
- Sliding
- While Sliding Abrasion can be measured by using many different ASTM methods, the general rule is a polyester system will be the preferred system of choice in this application. The hardness of the material will most often be selected based on the forces in the application. It is important to note, that the coefficient of friction can also play an important role in sliding abrasion. Additives can be used well in these applications to lower the COF and improve wear resistance.
- Impingement
- Softer durometers typically work better in impingement based applications. This is due to how the material deflects under impact and allows the particles to roll off the surface, as opposed to sliding and abrading the material. Polyester systems typically work better in this application as well, given they have greater abrasion resistance.
- Slurry Wear
- Fluid based abrasion can be a challenging application to define the system which will yield the desired performance. The chemical composition of the fluid can have a significant impact on the mechanical properties of the systems used. Solvents or acids can break down the surface of the material causing rapid erosion in the material. Long term exposure to water can also cause hydrolysis which will also cause the material to break down over time. Selecting the right system is critical in ensuring the compatibility of the chemicals in the slurry. Additives can also be introduced into the system to improve the hydrolytic stability or to increase abrasion resistance.