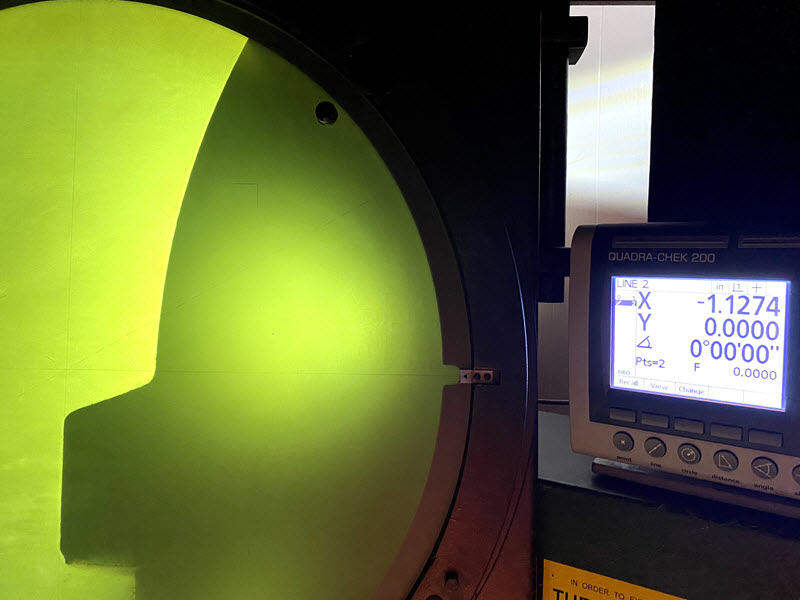
Dimensional Requirements
Our typical molded manufacturing tolerances are +/-.010 or 1%, whichever is greater. We can perform secondary machining operations on parts to hold tighter tolerances as needed. Often a careful consideration of the coefficient of thermal expansion, and the impact it will have on the finished dimensions of the parts, can provide insight into the need for looser tolerances. Tighter tolerances also impact the post production dimensional inspection process, given much higher samplings rates are needed to verify process quality control and more labor is required to manage the process. This can considerably increase the overall product cost.
Tolerance Review
Controlled Operating Environment Vs Non-Controlled
- CTE of Urethane / Impact on Tolerance
- If a product is not going to be placed into a controlled operating environment, consideration should be then given to the need for tight tolerances. 20F degree changes in temperature will create dimensional changes greater than .010 of an inch given the CTE of the urethane.
- Standard Manufacturing Tolerances
- Our typical molded manufacturing tolerances are +/-.010 or 1%, whichever is greater.
- Cost Implications of Tight Tolerances
- Secondary tool modifications may need to be added to the cost of the tooling, so the tool can be modified after first article parts are cast. This is especially true for tooling required for +/-.005 finished tolerance parts with complex geometry.
- Secondary machining operations may be required for larger parts with tight tolerances. This is often geometry dependent, so defining critical and non-critical dimensions on production drawings, which need to be controlled, can save cost.
Product Geometry Optimization
- It is a good practice to review the part design to ensure the part will release properly from the tool. Undercuts can sometimes lock parts into the mold creating the need to make complex tool designs which can significantly increase tool / part cost.
- As part of our sales engineering process, we often make product design recommendations for part model feature changes to improve tool design which can lower tooling and part costs. This is typically driven by the manufacturing process selection and finished part tolerances.
- Often threaded fasteners or structural components are added to the part design to ensure the parts will handle the forces of a given application. We routinely bond many different structural support geometries into our products to ensure they can meet customer load requirements.
Additives
- Additives can be introduced into the polymer to improve resistance in areas of concern on the end-use of the product. We can target the following:
- UV Stabilization
- UV inhibitors provide color stabilization and protect products from rapid color changes and long term break down from UV exposure in outdoor applications.
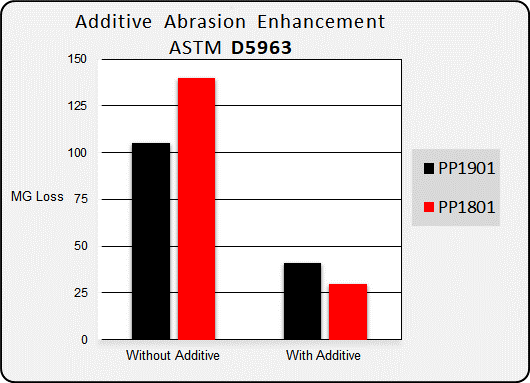
Anti-abrasion Additives:
Additives can be introduced into the polymer to improve abrasion resistance in areas of concern on the end-use of the product. We can target the following:
- Flexibility of Application Use
- Abrasion additives are a great way to double and even triple the usable life of a polyurethane part. They work by lowering the COF of the material. By adding them to polyether systems, we can reach the abrasion resistance of polyester systems, with the improved hydrolytic stability of a polyether system. This can eliminate premature failure in parts, adding many additional years to the service life. This chart shows the improvement of both 80A and 90A ether-based systems with an additive introduced to improve wear resistance.
Additives:
Hydrolytic Stability
In applications where polyester systems must be used for their combined abrasion, tear and tensile properties, hydrolytic stabilizers can be introduced into the formulation to add several years of additional shelf life to improve this from 2-3 years to 4-6 years depending on storage and packaging conditions.
Heat Resistance
To further extend the life of ester and ether-based parts, additives can also be added to improve a system's resistance to heat degradation, which can be a considerable benefit in high frequency loading / dynamic applications or higher operating temperature areas in which ester systems are needed for tear and abrasion properties.
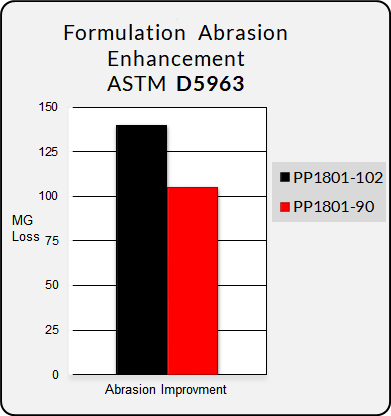
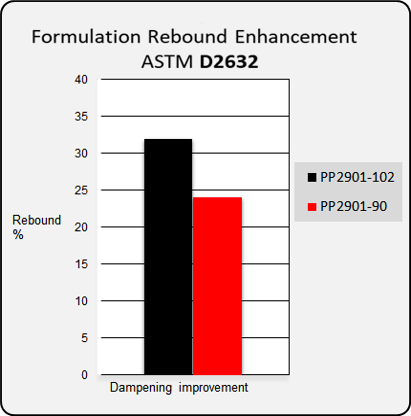
Formulation Based Mechanical Property Enhancement
In our formulation process, we can target specific machine properties by adjusting or adding additional components to the formulation to modify the polymer structure. This chart shows the impact of targeting each of these properties to improve product performance.
- Tear / Abrasion
- Rebound (Compliance)
- Vibration Isolation
- Improved Impact Resistance
Mechanical Property Data Development
There are hundreds of potential hardness, additive and formulation optimized compounds. If we do not have mechanical property datasheets for the exact compound, we recommend lab testing to develop the specific data for custom formulated systems to ensure finished part mechanical properties are documented.